


Bonjour à tous,
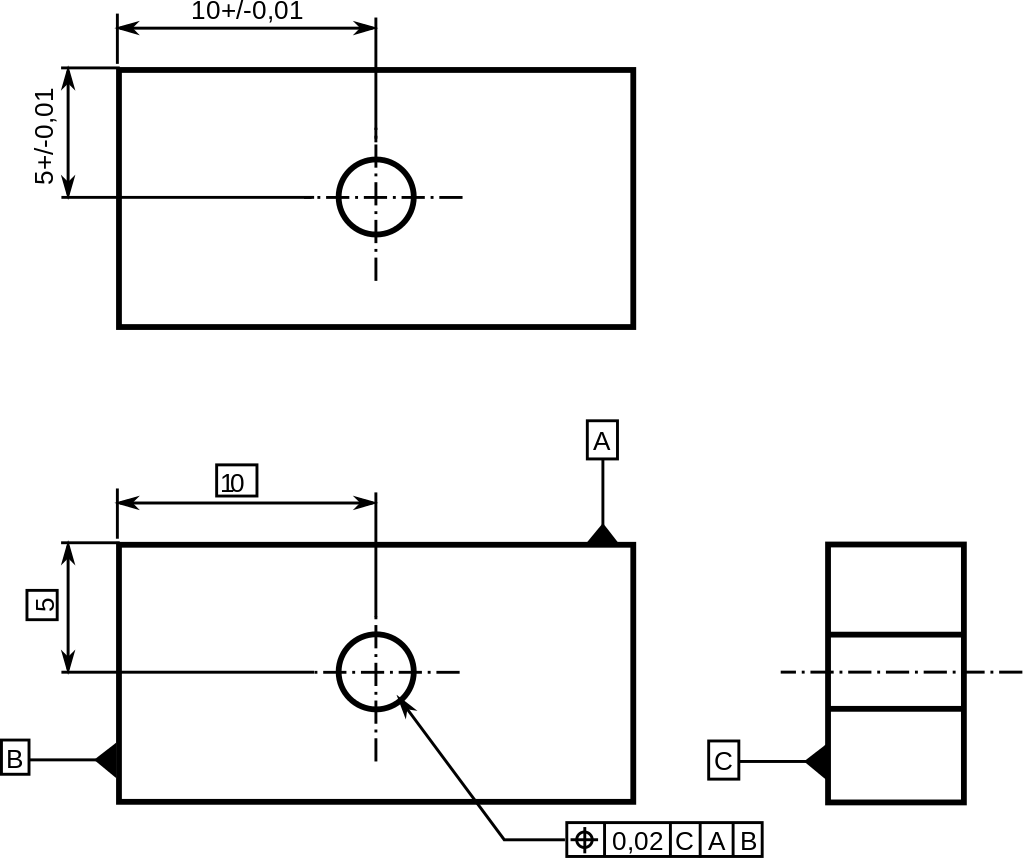
Je cherche à connaitre la différence entre l'utilisation de la cotation GPS, par rapport à la cotation traditionnelle dans le cas suivant :
Pour simplifier le raisonnement, on prendra la même tolérance de 0,01 au lieu de 0.02 pour la localisation.
Ma première question concerne donc la tolérance d'un perçage. Pourriez-vous m'indiquer la différence entre ces deux méthodes de cotation ?
Merci d'avance.
-----