

Bonjour à tous,
Ce post à pour but :
Avant propos :
- De présenter la nouvelle CNC 3020T chinoise Avantages et Inconvénients.
- De proposer et développer les évolutions possibles.
- De permettre léchange dexpériences à lusage de ce type de machine
- Vocabulaire :
- Différents procédés dusinage CNC (En italique les procédés accessible par le matériel présenté) :
- CNC (Computer Numerical Control) en traduction littéral commande numérique par calculateur, machine dusinage commandé par ordinateur.
- Les softwares (Logiciels) :
- Perçage, filetage, taraudage
- Tournage (dressage, chariotage)
- Fraisage
- Rabotage
- Brochage
- Alésage
- Rectification
- Rodage
- Électroérosion
- Usinage au laser (avec modification importante)
- Usinage au jet deau
Présentation :
- Sous OS Microsoft
- MACH 3
- Électronique : EAGLE Ver:6
- Convertisseur : PCB-GCODE Ver: 3.6.2.4
- Mécanique : Sketch'up Ver:2015
- Convertisseur : (non testé pour le moment)
- Sous OS Linux
- EMC2 (non testé pour le moment)
- Les données constructeur à retenir :- Les matériaux possibles :
- surface de travail par axes : 200(X)mm*300(Y)mm*50(Z)mm
- Broche d'origine : 200W courant continu à régulateur manuel 300 ~ 8000rpm/min (en PWM)
- Répétabilité (Précision de retour à une position antérieur): 0.05mm
- Précision de la broche d'usinage : 0.03 mm
- Le cout :
- Plaque PCB
- Les bois (Moue, dur, Résineux...)
- Plastique et assimilés
- Métaux non ferreux
- Verres (Gravure, développé par la suite)
- Fibres
Mise en service et premiers usages :
- Sur le net (sans pub) à ce jour au environ de 450 hors frais de port.
- Les softwares :
- Sous Linux : Open source donc gratuit
- Sous Microsoft :
- en version limitée ou démo : gratuite
- en version pleine : MACH3 - $175.00
- Les améliorations :
- (Non chiffrées pour le moment)
Réception d'un beau carton de 25 Kg.
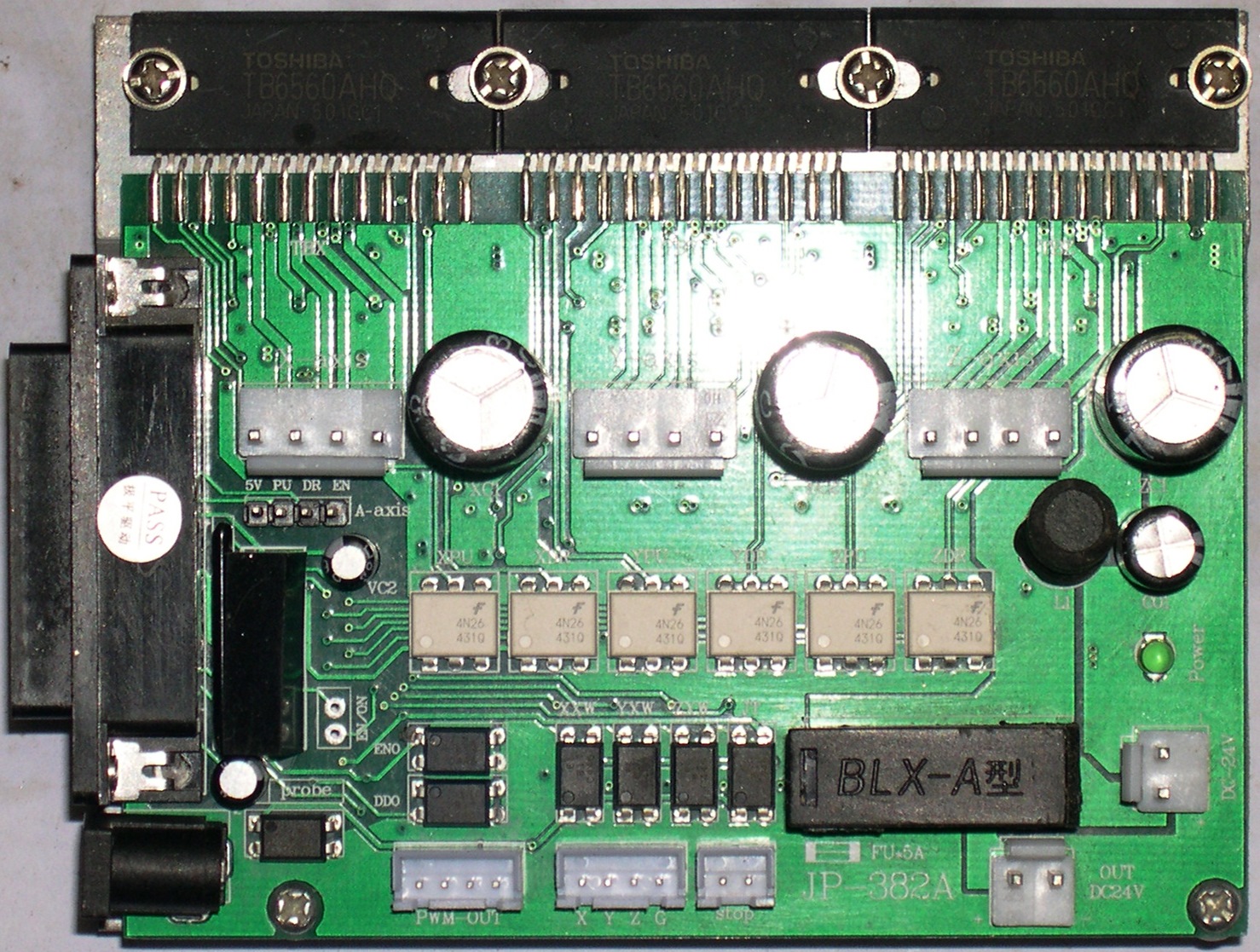
A l'ouverture, pas de surprise, la table déjà montée reste les moteurs pas à pas à fixer et le boiter de commande à connecter (aucune difficulté à ce stade).
Pour ce qui est de l'ordinateur, un bon vieux P4 sous Windows XP sans anti-virus et pour la sécurité hors réseau internet (tout propre) avec un port LPT (imprimante DB25) libre.
Bien évidemment, un ordinateur plus récent fait très bien l'affaire, c'est une bonne façon de recycler nos machines.
L'installation de la version MACH3 OEM fournie est elle aussi sans surprise.
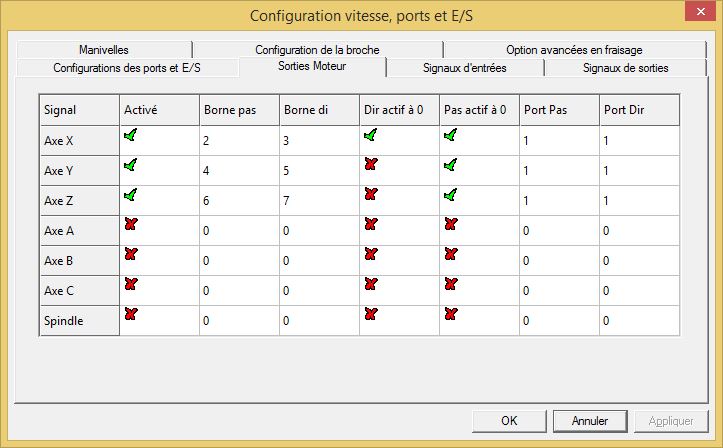
Le paramétrage, là quelque surprises :
Sortie moteur.jpg
A la première utilisation, sans ce correctif les gravures étaient inversées.
La mise en route et les essais sur une simple planche de bois de récupération.
Dans un premier temps en utilisant les assistants du logiciel MACH3 afin de comprendre les bases du GCODE, code machine pour les commandes numérique.
Prévoir une bonne table bien stable (ça bouge en fonction) et un aspirateur pour les copeaux.
Autre précision, même dans le bois les outils casse, les vitesses d'avances et les obstacles tel que les brides sont à prévoir, deux options sont bien pratique le coup de poing et en fonctionnement la possibilité de modifier le facteur d'avance et de ce fait le diminuer au besoin.
A la mise sous tension de la CNC et après redémarrage de l'ordinateur, lancer MACH3.
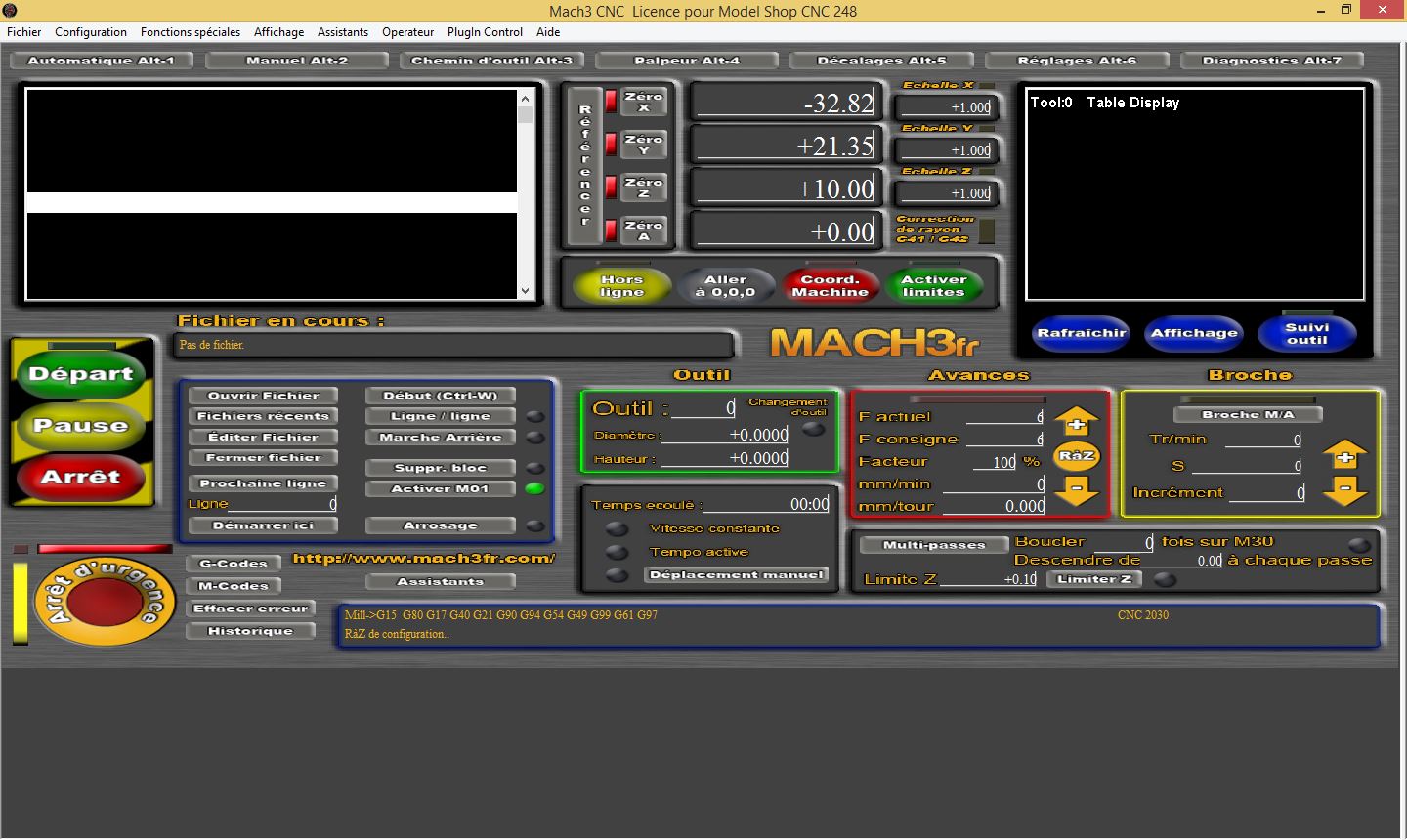
L'écran principal
Ecran principal.jpg
Déverrouillez le coup de point (soft et physique), et cliquez sur Aller à zéro puis manuellement en fin de déplacement amener la pointe de l'outil via les moteurs pas à pas en position 0 (l'outil à raz de l'objet avant usinage et dans l'angle avant gauche).
Une des notions à bien enregistrer et maitriser est la notion de Zéro absolut et Zéro relatif:
Le zéro absolut est le zéro dit machine (sur des models plus évolués à l'initialisation de la machine, les courses sont initialisées et contrôlées par roues codeuses ou autre).
Le zéro relatif est le zéro réel de notre machine, si l'on déplace l'outil manuellement via les moteurs pas à pas (même sous tension) le logiciel ne le voie pas.
Ce qui nous donne déja une trame de travail pour les améliorations à apporter.
Autre point, la broche, sa vitesse est effectivement variable mais par action manuel sur :
- Un commutateur Marche/Arret
- Un potentiomètre sur le boiter d'interface.
Ce qui nous donne la deuxième trame d'amélioration.
Par maque de temps ce soir (suite demain)
Cordialement,
-----

 ...
... ).
).
{kind=link}
{kind=link}
{kind=link}
{kind=link}