Bonjour à tous.
j'ai un projet de fin d'année ' étude et conception d'un moule d'injection plastique ' je doit dimensionner les plaques de moule mais je ne sais pas comment faire quelqu'un peut-il m'aider
merci d'avance.
cordialement.
-----


Bonjour à tous.
j'ai un projet de fin d'année ' étude et conception d'un moule d'injection plastique ' je doit dimensionner les plaques de moule mais je ne sais pas comment faire quelqu'un peut-il m'aider
merci d'avance.
cordialement.
t'es étudiant en biologie ?
mais non !! je fais de la mécanique je suis en 1 er année on a pas étudier le dimensionnement des plaques, donc je ne sais pas est ce que je peut assimiler un plaque à une poutre, je arriver à fixer le longueur et la largeur des plaques mais mon problème est comment choisir un épaisseur pour les différentes plaques.
si les profs vous ont donné un tel projet , c'est qu'ils jugent que vous en savez assez...
sinon c'est avec eux qu'il faut voir !
Bonjour, Dino0,
Encore bienvenu sur le forum de Futura-Sciences.
Pour l'épaisseur de vos plaques, une partie va déjà être définie par la profondeur de votre empreinte pour un coté et de l'autre par le bossage.
De plus si vous avez un refroidissement ou des tiroirs de démoulage, il faudra déjà prendre tout ça en compte.
Cordialement.
Jaunin__
merci bien monsieur Jaunin , pour moi c'est déjà fais !! je veut savoir comment dimensionner les autres plaques pour le moule ( la plaque supérieur ou il se trouve l'alimentation , ainsi que la contre plaque elle situe derrière la plaque porte empreinte, les tasseaux et la plaque inférieure.
Bonjour
Tout d'abord c'est la taille ou le nombre de pièce qui détermine globalement la taille du moule donc des plaques.mais mon problème est comment choisir un épaisseur pour les différentes plaques.
Evidemment la puissance de la machine car une 5 tonnes ou un 100 tonnes n'ont pas les même moules
Chaque plaque à une utilité. Cette utilité et défini par la fonction.
Celle qui va contenir la pièce est défini par la hauteur max de la pièce par exemple. Mais aussi par le type de canal d'injection choisi.
Celle qui contient les éjecteurs
celle qui tient les colonnes est définie par la pression d'injection
ETC...
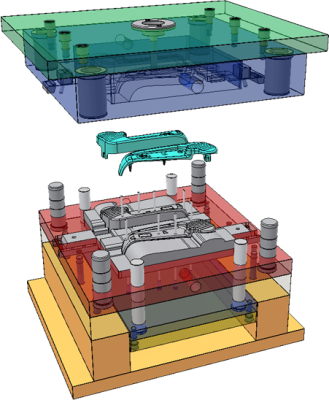
Regardez pour un moule presque simple ce que cela donne en compléxité alors un moule très technique
Imaginez avec celui là !
Donc personne ne répondra jamais à votre question.
Je ne comprend même pas que l'on puisse ce type de question. Même dans une école de plasturgie ce ne serait pas formulé ainsi.
Ce qui compte ce sont les fonctions. Les plaques ne sont que différents services pour les fonctions recherchées.
Je n'y connais rien en injectionpar contre ibtihel devrait vous dire si je me trompe.
Cordialement
Dernière modification par Zozo_MP ; 05/03/2013 à 19h48.
Faim dans le monde. Ne laissez de contributeur "sur leur faim", informez nous
Je devrais pouvoir t'aiguiller.
Envoie moi (en MP) des information sur la pièce (dimensions principalement) et sur ton moule (Nbre d'empreintes, taille de la plaque porte empreintes) et je te répondrai.
Bonjour,
Dès ton deuxième message, tu sembles vouloir jouer cavalier seul par le biais de MP au mépris des intervenants et de ceux qui suivent la discussion même s'ils ny participent pas (ou pas encore).
Si tout le monde fait comme toi, le forum va vite se limiter à une boîte à lettres où seront postées des questions.
Un forum, c'est un espace convivialité où tout le monde peut échanger librement.
Tu transformes le forum en aparté ... normal çà à ton avis ?
A++
Pas de problèmes ... rien que des solutions.
Bonjour,
Je ne donnerai pas de réponse toute faite mais un raisonnement.
Dans un moule, tout tourne autour de la pièce moulée: forme, surface, nombre d'empreintes. Cela implique des paramètres tels que volume, pression d'injection/maintien, temps de cycle, course d'éjection... On peut déjà en déduire quelques infos sur la résistance mécanique du bloc porte-empreinte. On ajoute ensuite les accessoires classiques: guidage, refroidissement/réchauffage, éventuels tiroirs ou dévissage, inserts... et on obtient un encombrement qu'il faut faire entrer dans des plaques standards si possible. Pour les épaisseurs de tasseaux, voir la course d'éjection, pour la plaque côté buse, il faut savoir si c'est une buse simple ou s'il y a des canaux chauds, en plus de la résistance de la fixation au poids de l'ensemble (au fait, fixation par vis ou par brides ?). On peut encore voir l'encombrement augmenter s'il faut noyer les divers connecteurs (eau/huile/air, éléments chauffants, sondes), s'il faut ajouter un extracteur de noyaux...
Pour la plaque de fond d'éjection, il faut effectivement tenir la pression estimée par pressionXsurface vues plus haut, et répartir l'effort avec d'éventuelles entretoises traversant les plaques d'éjection. Ces dernières doivent résister à la force d'éjection, laquelle dépend de la friction des pièces dans le moule. La force d'éjection peut être appliquée en point central ou répartie par un palonier. La variation de configuration est quasi infinie et on en revient donc... à la pièce pour savoir ce qu'il faut. Dernier point sur l'éjection: c'est l'effort d'éjection qui détermine l'épaisseur, mais c'est bien souvent l'accroche au vérin de la machine qui souffre le plus. Il faut donc connaître la résistance à ce point pour paramétrer la machine en dessous, pour éviter l'arrachement du filetage au retrait généralement.
Il faut donc identifier chaque fonction, comme l'a dit Zozo_MP, et quantifier au mieux les efforts rencontrés pour choisir l'épaisseur standard la plus à même de convenir en comparant les données du fabricant des plaques avec les efforts obtenus. Le catalogue du fournisseur est un document indispensable, tout comme les données de la presse à injecter de destination (type de fixation/centrage, passage entre colonnes...
Je finirai par dire que les plaques ne sont pas tout, la façon de les utiliser influe sur leur efficacité, et l'ingéniosité de certains concepteurs est tout simplement impressionnante dans certains cas de moules de grande production.
On ne s'attend pas à voir résolus tous ces problèmes dans un exercice d'études, le plus imortant est d'en avoir saisi le raisonnement pour l'appliquer ensuite à des projets graduellement plus complexes. La conception d'un moule n'est pas qu'un métier de mécanicien, c'est d'abord un boulot de plasturgiste ! En effet, la matière qui sera injectée modifiera plusieurs paramètres du moule (ainsi que de la machine d'injection), et qui doivent être connus dès le départ. Le comportement de la matière fondue est pour le moins "particulier" et diffère considérablement des fluides habituels (air, huile...) et le mécanicien seul ne peut s'en sortir sauf longue expérience d'outilleur mouliste (et si possible mouleur).
J'espère ne pas avoir embrouillé avec tous ces éléments, mais ils sont représentatifs de la complexité de la conception d'un moule. Il n'est d'ailleurs pas rare de voir certaines ingénieurs de bureau d'étude profiter des performances des logiciels pour pondre des systèmes délirants qui dressent les cheveux sur la tête des outilleurs, quand il leur en reste !
En tout cas, bon courage pour l'exercice.
Cordialement,
Nicolas.