

2° J'ai réalisé une pièce comme la tienne, j'ai mis le caisson dans l'autre sens, ce qui me permet de récupérer mon électrolyte avant ma phase d'usinage et donc d'avoir un surface sèche pour ma préhension.Envoyé par Zozo_MP

3° La planéité de ma pièce étant de 0.01 et ma planéité Ra=0.1, je pense que le contact plan/plan sera parfaitement respecté et donc permettra mon étanchéité en usinage, comme tu l'as mentionné.
6° J'ai calculé ma force de préhension en prenant en compte les 3kPa de pression sur mon médaillon ainsi que mes 20N de force engendré par l'effet ventouse lorsque l'électrode remonte.
Je commence à un peu mieux comprendre le système venturi et vous en remercie.
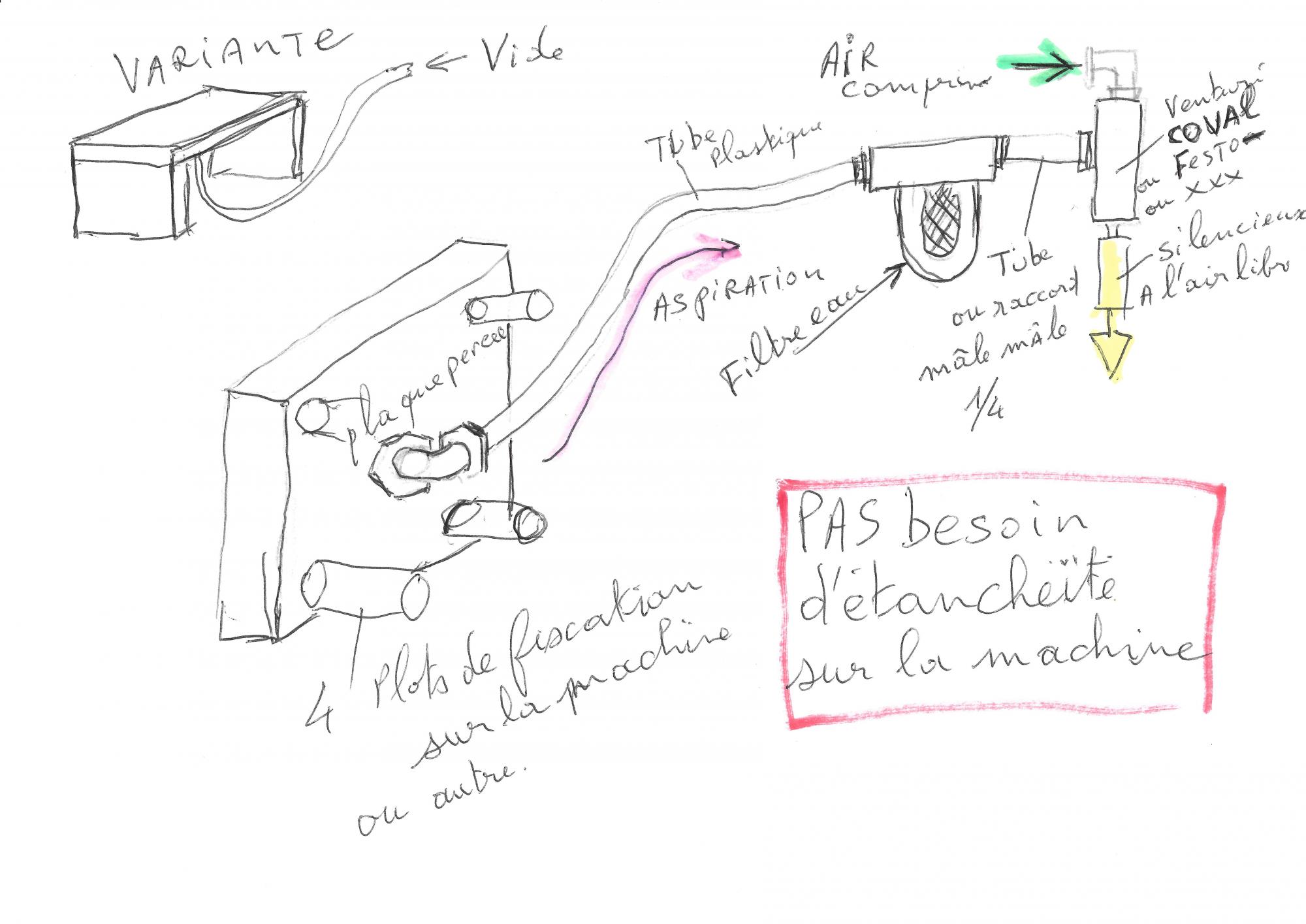
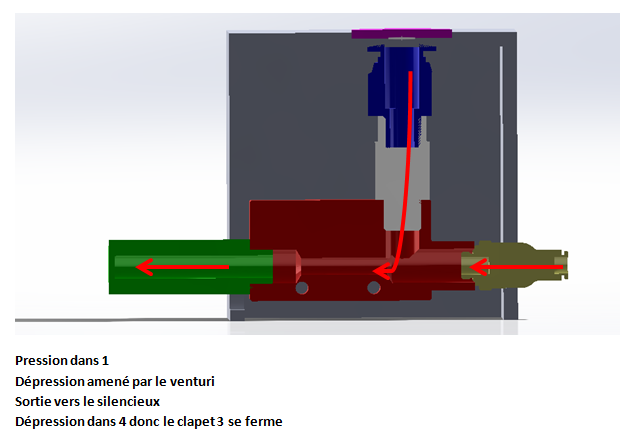
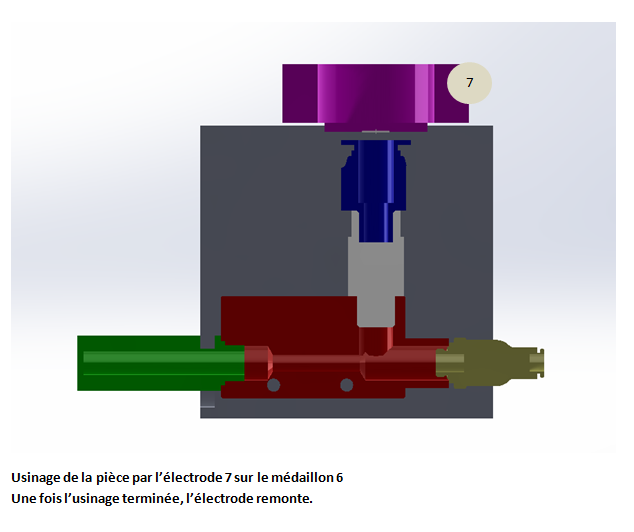
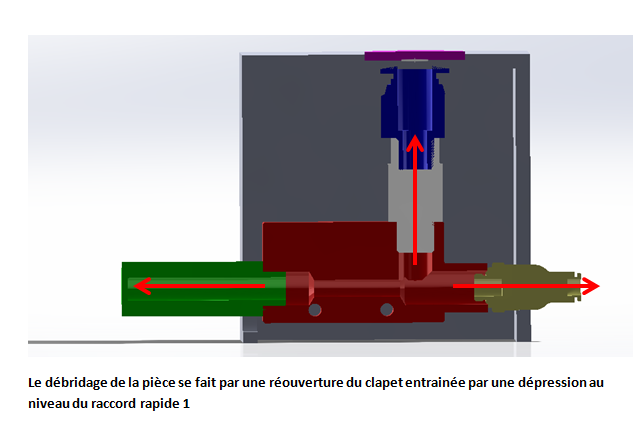
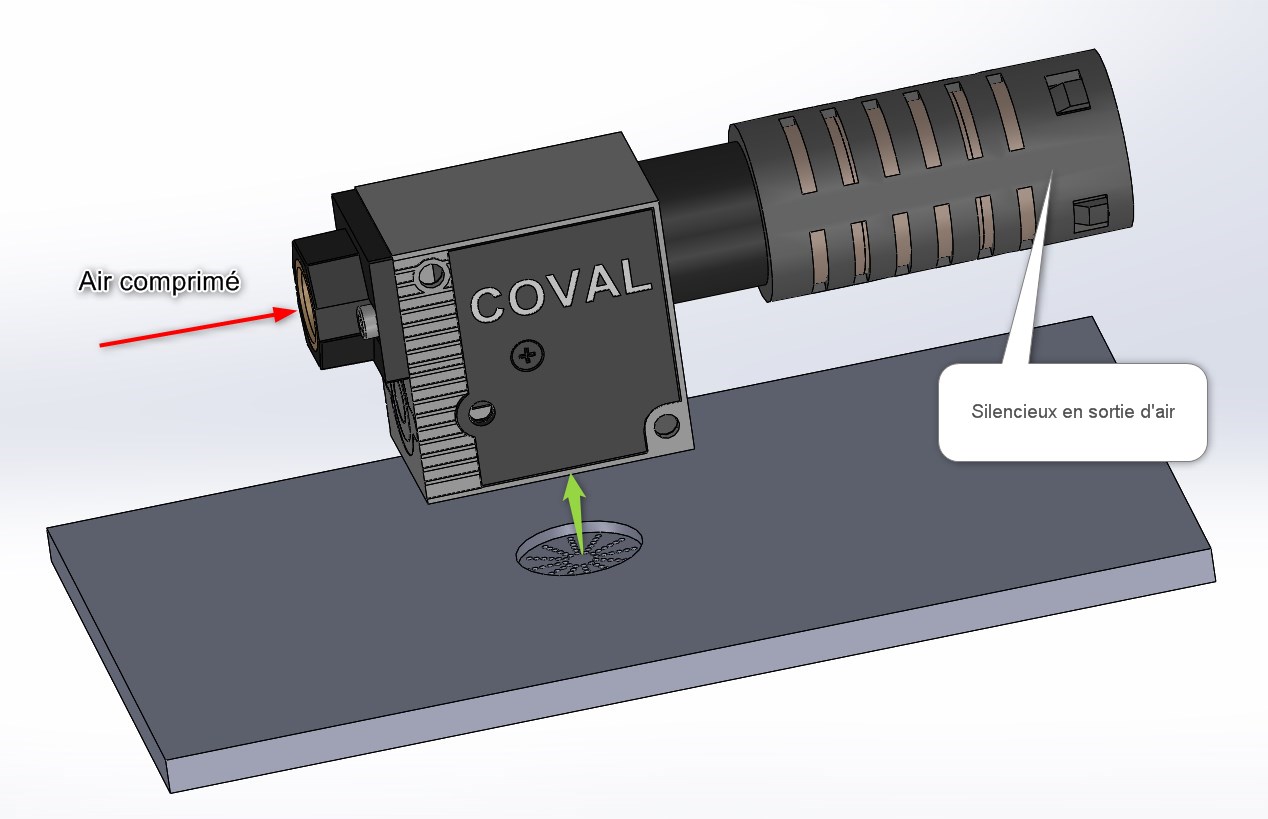
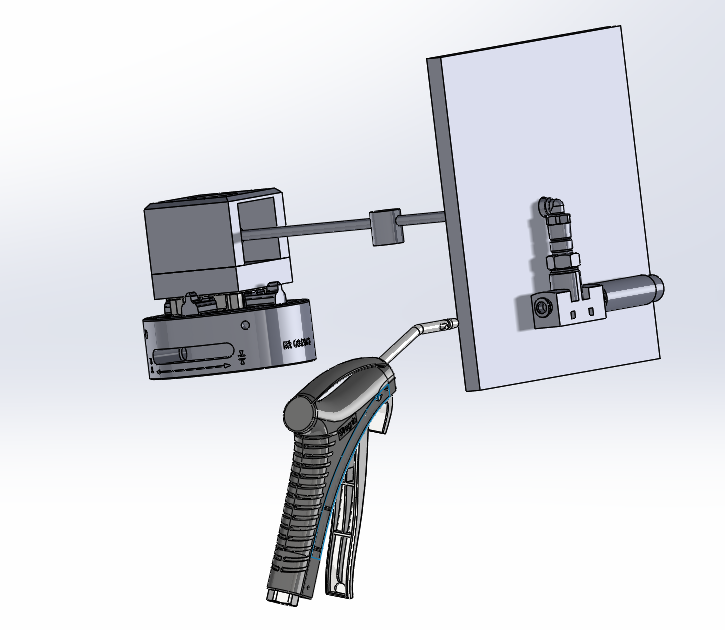
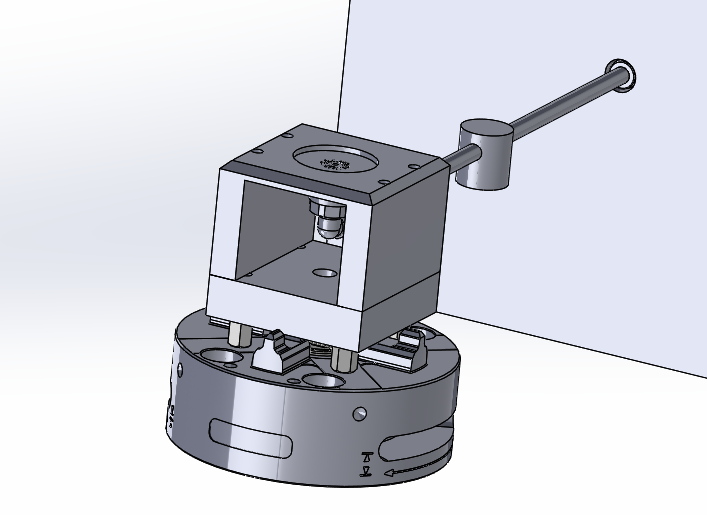
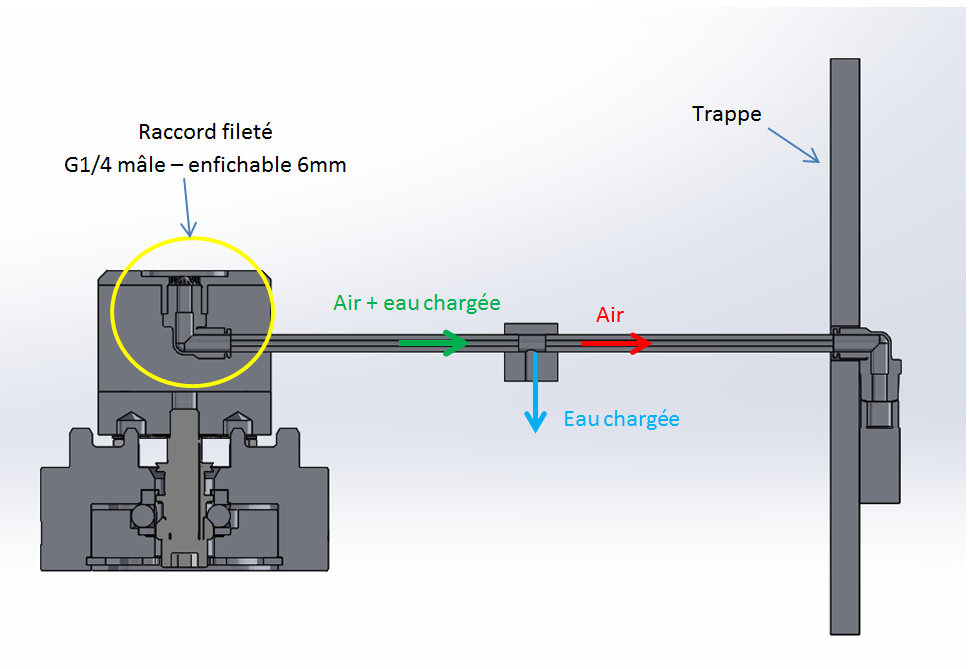
J'ai repensé un peu mon montage. ci-joint les schéma avec explications, dites moi un peu ce que vous en pensez, ce que je pourrai rajouter, et ce qui va pas du tout et surtout ce que vous ne comprenez pas..
1.PNG 2.PNG 3.PNG 4.PNG 5.PNG

 ....
....
-----


 )
)

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}