
Bonjour,
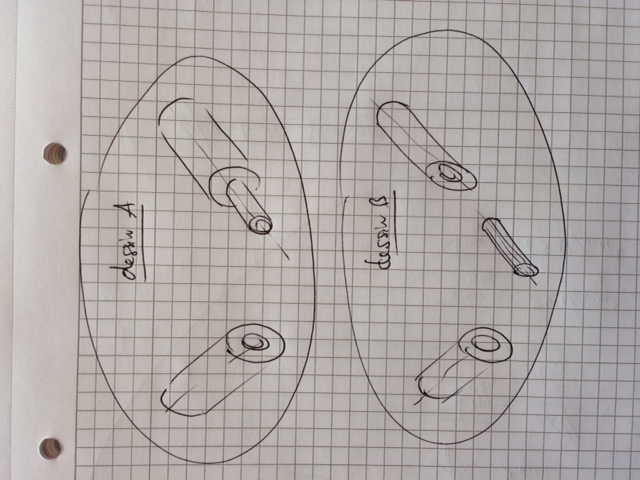
Quest ce qui est le plus résistant à dimension et à matière égales entre le dessin A (assemblage taraudage filetage) et le dessin B (assemblage taraudage-taraudage + un goujon) ?
Merci à tous et bon week-end !
Fafy
-----

Bonjour,
Quest ce qui est le plus résistant à dimension et à matière égales entre le dessin A (assemblage taraudage filetage) et le dessin B (assemblage taraudage-taraudage + un goujon) ?
Merci à tous et bon week-end !
Fafy
Bonjour,
Je joue je jeu de la devinette, mais en qualité d'amateur en mécanique.
Je dirais:
- Résistance identique des cas A et B à la traction sur la pièce finale
- Résistance à peine légèrement supérieure à la flexion sur la pièce finale, dans le cas B.
Raison: la flexion sur la partie filetée se répartit sur les deux moitiés engagées dans les cylindre, alors que dans le cas A elle s'applique à la seule moitié filetée et le risque de rupture sur un filet (qui constitue par nature une amorce de rupture) est plus grande.
Mais je reconnais que mon raisonnement est "tiré par les cheveux".
Dernière modification par SULREN ; 18/05/2018 à 08h58.
Bonjour
On ne joue pas aux devinettes sur ce forum sauf si c'est un cas réel que vous avez et deux solutions pour le résoudre.
Si c'est un problème merci de le décrire totalement.
Cordialement
Faim dans le monde. Ne laissez de contributeur "sur leur faim", informez nous
Salut
Résistant c' est trop vague .Envoyé par fafy

Impossible de répondre à cette question .
Bonjour à tous,
Le dis le A, car au plus c'est simple au plus c'est solide ( un taraudage et un filetage en moins ).
Faire tout pour la paix afin que demain soit meilleur pour tous
C' est bien vrai , ça .
Le contraire est tout aussi vrai
Bjr ,
La solution A est plus facile à réaliser et plus compacte .
Pour comparer la solidité il faudrait la cotation ( notamment la longueur de filetage en prise )
Il faudrait surtout connaitre les sollicitations .
Le matériau , également .
La longueur de filetage en prise , on peut supposer qu' elle est judicieusement déterminée pour ne pas poser de problème .
C'est uniquement comparatif ,
donc on considère que les sollicitations et le métal sont similaires .
Dernière modification par JeanYves56 ; 18/05/2018 à 15h26.
Dans le cas d' une traction ou compression simple , il n' y a pas de différence .
C'est aussi ce que j'ai pensé dès mon premier post (voir #2)
En compression sur une pièce courte pas de différence, mais en compression sur une pièce longue, le cas B peut être plus sensible au flambage.
En flexion, je pense (reste à démontrer) que B peut être meilleur.
Quant à la facilité de fabrication:
A est plus simple pour celui qui possède un tour avec le dispositif de filetage (lyre, etc). Il pourra réaliser l'épaulement et le filetage de la pièce mâle de A au tour. Sans le dispositif de filetage au tour il faudrait fileter à la filière, qui peut s'engager de travers.
Celui qui n'a qu'une perceuse et un taraud ne pourra réaliser que la solution B, avec une concentricité approximative des pièces. On suppose que le goujon serait découpé dans une tige filetée.
Bsr ,
"Quant à la facilité de fabrication:
A est plus simple pour celui qui possède un tour avec le dispositif de filetage (lyre, etc). Il pourra réaliser l'épaulement et le filetage de la pièce mâle de A au tour. Sans le dispositif de filetage au tour il faudrait fileter à la filière, qui peut s'engager de travers."
René ,
A mon avis , il est relativement aisé de faire un filetage " dimensionnellement bon " avec une filière jusqu'au Ø 14...16 ,
et un vrai tour traditionnel est équipé pour faire les filetages .
Avec le montage 3 pièces , si cet assemblage est sollicité , il faut bien s'assurer que la nuance d'acier de la tige filetée soit équivalente à celle des pièces decolletées .
Dans le commerce courant , la classe des tiges filetée est 4*8 , c à d en bas de l'echelle .
Dernière modification par JeanYves56 ; 18/05/2018 à 19h53.
Bonjour,
Cher Jean Yves (*) je suis d’accord avec tes dires.
Je tenais juste à signaler le soin à prendre pour bien engager la filière, si on ne veut pas partir en travers, parce que j’utilise souvent cet outil, n’ayant pas la possibilité de fileter sur mon petit tour.
Nous n’avons pas d’indications sur l’usage de la pièce objet de cette discussion. Si un acier quelconque suffit, un bout de tige filetée du commerce (guimauve) fera l’affaire, sinon on peut acheter un boulon de classe supérieure, jusqu'à 12.9, voire plus, et le scier.
(*) C’est la première fois que nous échangeons sur ce forum, me semble t’il,…… et il me semble aussi que tu es « le Jean Yves » avec qui j’ai toujours eu d’excellents rapports sur un autre forum. Si c'est bien le cas, c’est un réel plaisir de se retrouver ici!
Dernière modification par SULREN ; 18/05/2018 à 21h10.
Bonjour à tous et merci pour vos commentaires!
J'ai manqué en effet de précision concernant mon terme de "plus résistant". Je précise donc qu'il s'agit de flexion.
Par contre, je confirme que ma question est indépendante du choix des matériaux et dimensions puisque nous sommes bien à matière et dimensions égales donc pas besoin de ces informations.
Merci et bon weekend!
Fafy
Bonjour,
Mais il serait quand même utile d'avoir les diamètres des pièces, me semble-t-il.
Si le diamètre extérieur des cylindres est très peu supérieur à celui de la partie filetée, celle-ci subit un effort essentiellement de flexion.
Si le diamètre extérieur des cylindres est bien supérieur à celui de la partie filetée, celle-ci subit un effort essentiellement de traction (créé par les deux cylindres qui prennent appui l'un sur l'autre sur leur partie comprimée par la flexion et qui donc exercent un effort de traction sur la vis).
Dernière modification par SULREN ; 19/05/2018 à 10h14.
Bonjour,
La remarque de SULREN, que je salue, est très juste.
Maintenant comment être sûr que le filetage sur le petit diamètre ira bien j'jusque contre la face ?
En suite le fond du filet va créer une amorce de rupture.
Dans le cas du goujon fileté on pourrais choisir un filetage matricé.
Cordialement.
Jaunin__
https://www.lavoisier.fr/livre/mater...-9782368940976
J' imagine facilement une concentration de contrainte au pied de la partie filetée dans le cas A
Surtout si on fait une petite gorge de jonction ("piquer l' angle")
Ce qui me porte à croire que le cas B est plus performant en flexion .
Bonjour à tous !
Merci pour vos réponses passées et celles à venir !
J'apporte des précisions supplémentaires suite à vos remarques.
À partir de mes deux dessins A et B initiaux :
- Toutes les pièces sont dans la même matière.
- La longueur du filetage vaut deux fois son diamètre.
- À la base du filetage, il y a un rayon qui réduit la concentration des contraintes.
- La matière restante entre le taraudage et le diamètre extérieur des barres est suffisant pour ne pas rompre à la flexion.
- Les surfaces en contact entre les deux cylindres sont suffisantes pour rester sous la contrainte maxi admissible.
En d'autres termes, je cherche à m'affranchir des contraintes de conception pour comprendre la différence théorique entre les dessins à A etB.
Merci encore pour votre aide !
Fafy
Bonsoir
deux pièces au lieu de trois il n'y a pas photo pour l'usinage le montage et le temps pour réaliser les trois ou les deux pièces et la solidité de l'ensemble une fois monté.
Avec trois pièces tu as deux fois plus de chance que cela ce dévisse en plus.
Cordialement
Faim dans le monde. Ne laissez de contributeur "sur leur faim", informez nous
Ne pas oublier les concentrations de contraintes.
Quel que soit le mode de sollicitation, B me semble préférable.

L'idéal serait d'augmenter la longueur de la tige filetée et de la "précharger" en faisant précéder les filetages par une partie lisse...
Surtout si le chargement est "dynamique "
Bonjour,
Je pencherais pour la solution A, car il y a deux usinages au lieu de 3. Tout usinage supplémentaire fragilise la matériau et nous rapproche de la fissure puis de la cassure. Et même si les pièces au départ sont fabriquées au tour (ou par fonte puis finissage au tour), le tour massacre quand même moins le matériau qu'un taraudage ou un filetage, qui font des amorces de fissure.
en mode A, on peut avoir une partie cylindrique sur la vis qui s'encastre dans la pièce femelle.
On pourrait même envisager une zone conique (façon cône morse).
Jusqu'ici tout va bien...
Je ne vais pas tenter d'expliquer la chose, mais j'ai un retour d'expérience sur ces deux types de montages.
Chez un client nous avons des galets montés de part et d'autre d'une chaîne qui coulissent dans une glissière.
Le montage d'origine était constitué d'un arbre en diamètre 20mm avec à chaque extrémité un filetage M10 sur 20mm
Les galets sont taraudés en M10 + un contre-écrous pour sécuriser l'ensemble.
Je précise qu'il y avait un rayon de 2mm entre les changements de diamètres, et que la fin du filetage était progressive
La casse était fréquente, et un jour où il n'avait plus de pièce de rechange, je lui ai proposé pour patienter le temps que
je refasse quelques axes, de "réparer" l'axe cassé en le taraudant et en glissant à l'intérieur un bout de tige filetée en M10
(provenant d'une vis en 8.8 car les axes étaient en 35NCD16 qui fait lui aussi environ 80Kg/mm²)
Depuis je lui ai refait une série d'axes taraudées M10 de chaque coté, et je luis fait quelques tiges M10 (tirées de vis 8.8)
la casse à été divisée par au moins 5
Bonjour,
Merci de ce retour d'expérience qui confirme l'intuition que j'avais exprimée dès la première réponse à la question posée, au post #2.
Dernière modification par SULREN ; 26/05/2018 à 10h13.
Merci à vous tous!
Fafy