

Bonjour,
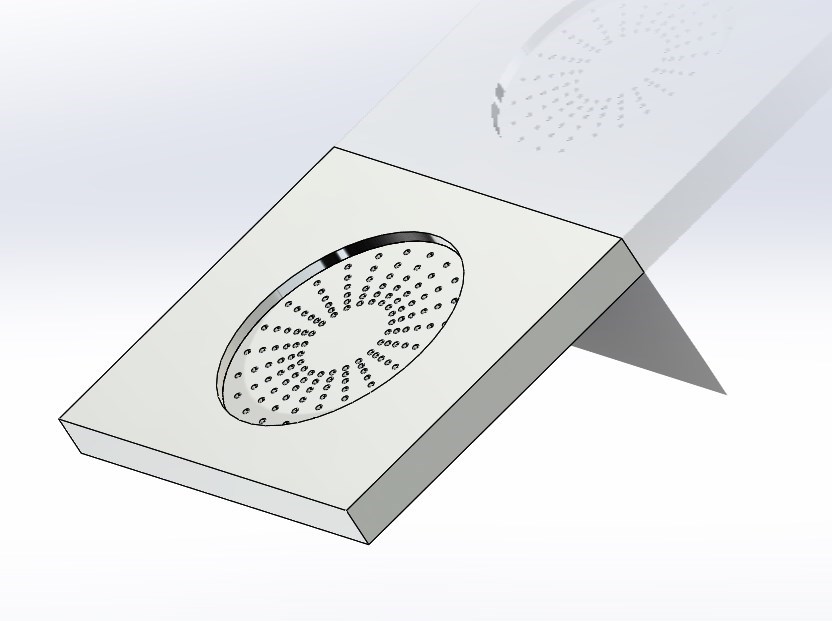
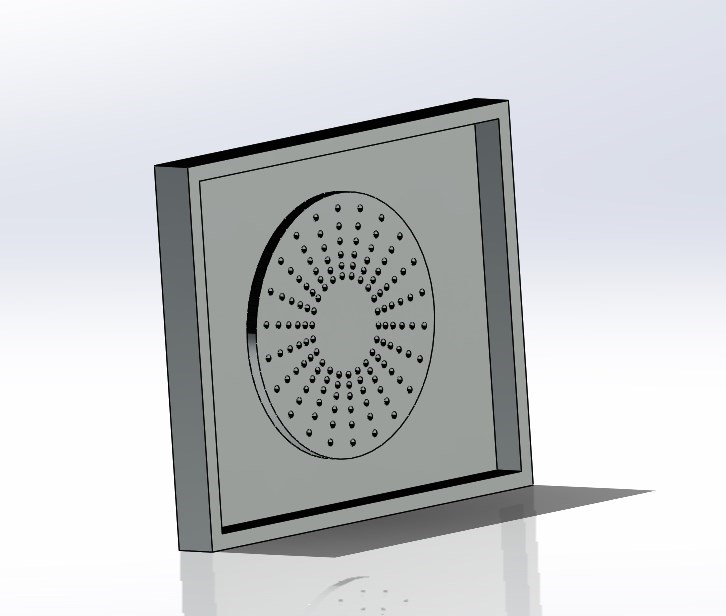
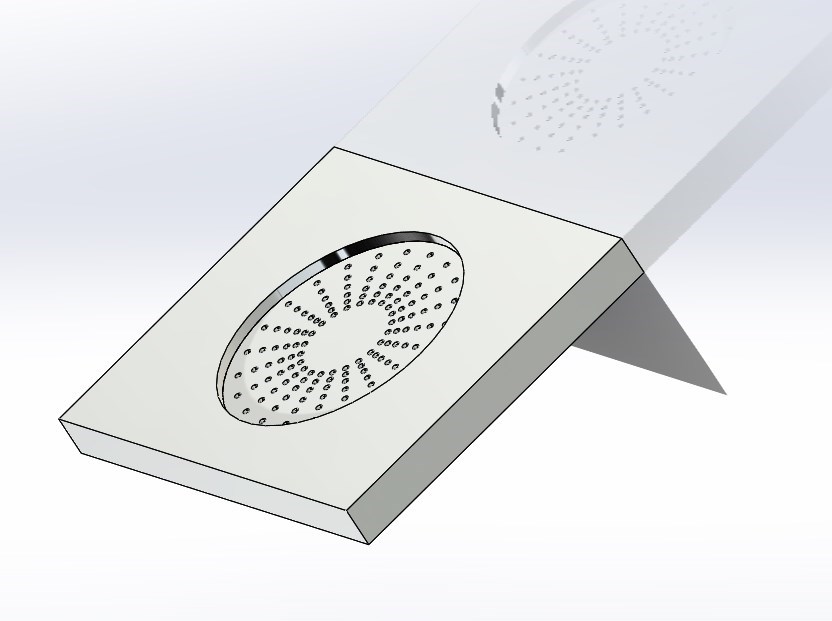
Je dois usiner des médaillons de diam. 35mm.
Le contact plan sur plan entre ma pièce et mon porte pièce se fait à l'instant T par une vis de pression M2.
Le médaillon étant très fin (3mm), je n'arrive pas a serrer ma pièce sur le porte pièce sans que celle-ci se soulève légerement et donc ne respecte plus ce contact plan sur plan.
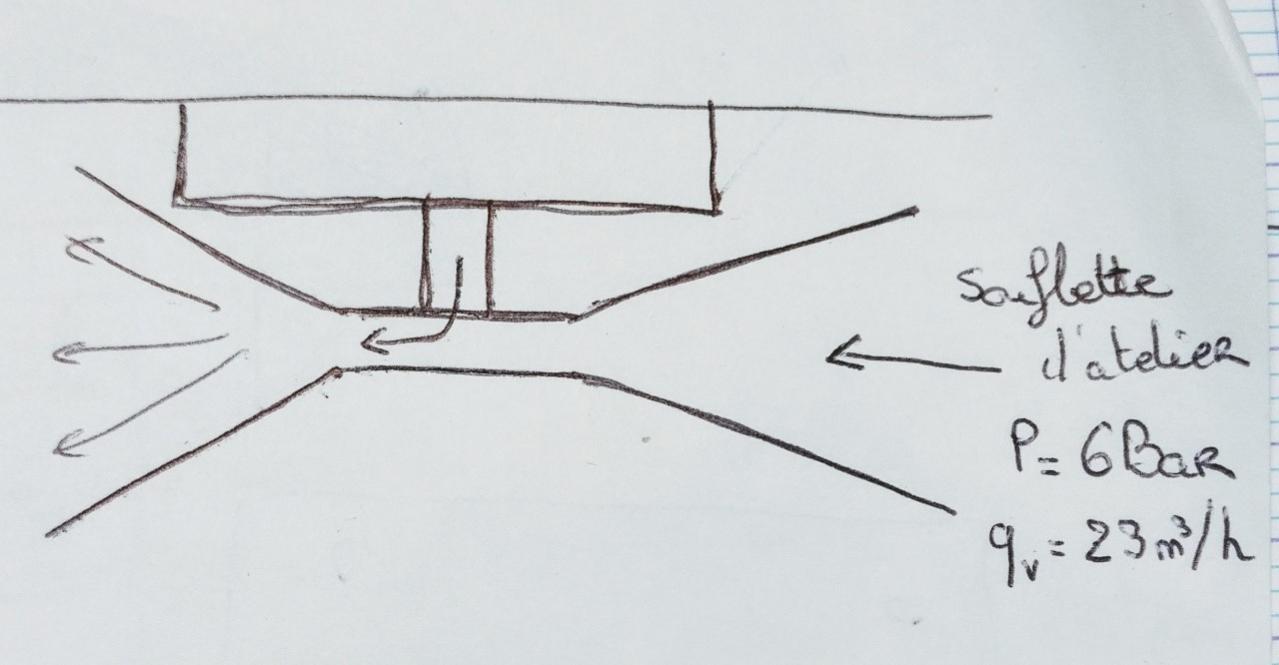
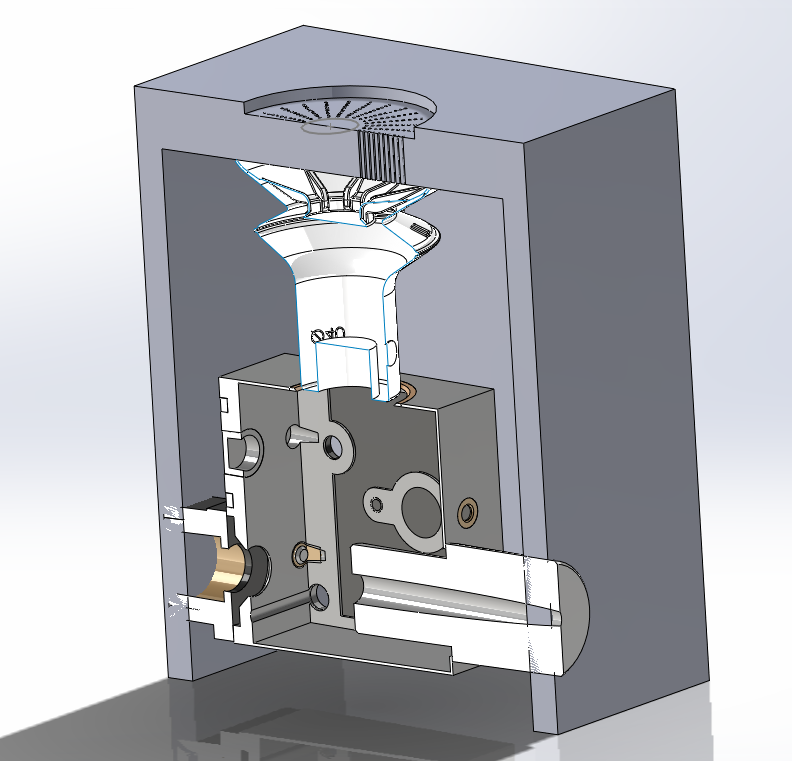
J'ai donc pensé à un système d'aspiration par ventouse ( sous vide ) dirigé par un tube venturi.
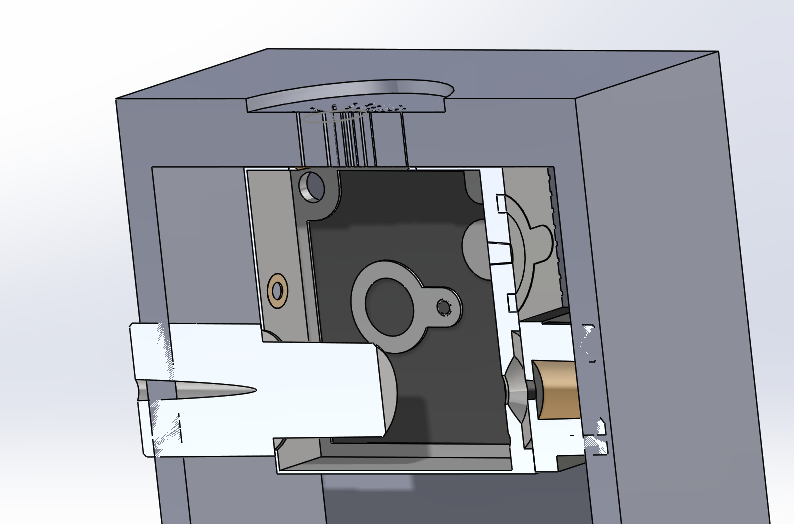
Ci dessous un schéma de principe du système auquel j'ai réfléchi :
Je voudrais savoir quelles dimensions doit avoir mon tube de venturi afin d'avoir une aspiration nécessaire pour le maintien de ma pièce.
En sachant que ma pièce fait 35mm de diametre, pesera au maximum 30g. Le système d'aspiration sera faites par une soufflette d'atelier délivrant un debit qv=23m3/h et une pression P=6Bar
En vous remerciant par avance
-----
 .
.







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}