
Bonsoir
comment regler le parallelisme des colones de guidage d'une presse a injection de plastique?
quelles sont les differentes etapes et le materiel aproprie a cette tache tres delicate ?
merci
-----


Bonsoir
comment regler le parallelisme des colones de guidage d'une presse a injection de plastique?
quelles sont les differentes etapes et le materiel aproprie a cette tache tres delicate ?
merci
Bonjour,
Qu'elle type de presse à injecter, tonnage, marque,...
Merci
c'est une MIR 280 tonnes annee 1996
presse a injection horizontale simple couleur et reglage epaisseur moule a chaine
Salut,
Jene connais pas la procédure pour cette presse, désole.
merci d'avoir essaye
bonsoir a tous j suis technicien dans le domaine du plastique j travaille sur les presses a injection et l'extrusion soufflage depuis 12 ans et j'aimrai avoir des echanges d'idees et d'experiences avec d'autres techniciens du plastique. merci
Bonjour,
Qu'entendez-vous par régler le parallélisme des colonnes ?
Je ne connais pas la technologie des presses MIR mais sur Arburg ou Boy, on ne touche pas aux colonnes de la presse.
Cordialement,
Nicolas.
bsr a tous je cherche des fournisseurs de canon et vis sans fin pour presses a injection de plastique .merci
Bonjour,
Les fourreaux et vis de plastification sont des pièces très spéciales et de fabrication délicate. Il faut demander ça à des fabricants de presses à injecter ou en chercher d'occasion car quasiment aucune boîte de mécanique générale ne peut se lancer dans une telle fabrication à prix raisonnable.
D'autre part, le profil des vis peut être différent selon la matière à passer dedans.
Pour être sûr du coup, mieux vaut s'adresser à la marque d'origine de la machine concernée.
Au passage, vous n'avez pas répondu à ma question précédente, sur les colonnes de presse.
Cordialement,
Nicolas.
bonjour
j ai un probleme sur une presse a injection MIR serie MPO
le platau mobile recule de 3mm pendant la phase d'injection
je voudrais savoir quelle est la solution pour y remedier
merci
bonsoir
j'entend par pralelisme des colone le serage des 4 ecrou des colones des sorte que le plateau mobile et le plateau fixe soient parfaitement parallele .
on le fait sur les machines MIR serie RMP lorsque les axes et les bagues du systeme de genouillere sont uses. cela entraine un decentrage du moule et une legere ouverture de celui ci pendant l'injection du fait du jeu entre les axes et les bague tres important.
Bonjour,
Je ne voudrais pas paraître désagréable, mais vous avez tous les éléments pour savoir d'où vient le problème: votre machine est en mauvais état !
Je comprends un peu mieux maintenant que vous parlez du parallélisme des plateaux au lieu de celui des colonnes, encore que, je ne vois pas en quoi cela peut résoudre le problème d'usure des bagues de genouillère.
Il n'y a pas de miracle, il faut commencer par remplacer les bagues usées !
L'ouverture du moule en phase d'injection ou maintien peut avoir plusieurs causes:
- Dispositif de fermeture défectueux (bagues de genouillères)
- Air dans le circuit hydraulique.
- Capteur de pression hydraulique défectueux.
- Capteur linéaire défectueux.
- Electrovanne défectueuse.
-...
Toutes ces causes sont liées à l'usure de la machine et il vient un moment ou le rattrapage des jeux n'est plus possible, ou pire, génère lui-même d'autres problèmes comme vous l'expliquez. Pour peu que le rapport pression-surface soit défavorable, l'ouverture du moule est inévitable.
Si toutes vos demandes sont liées à la même machine, on peut effectivement douter de l'intérêt économique d'une remise en état: l'achat d'un ensemble vis/fourreau + guidages + autres bricoles devrait permettre d'envisager un changement pur et simple de machine...
A vous de voir si l'investissement est justifié, car si vous avez déjà du mal à remplacer des pièces d'usures simples comme les bagues de genouillère, à la moindre panne plus complexe, comme l'électronique par exemple, la machine sera bonne pour la casse.
Désolé pour le pessimisme.
Nicolas.
@ nicolas
Je ne vois pas le rapport entre la genouillère et le parallélisme.
Que l'usure genouillère provoque l'ouverture d'accord mais si cela ne le fait que d'un coté c'est un problème de parallélisme "commac costaud" pour générer 0,3 mm de jeu si je tiens compte de l'entraxe entre colonnes.
Pour moi il doit y a voir un (d')autre problème car une presse de 200 tonnes qui n'a que 19 ans d'âge et qui a un tel jeu n'a pas dû être entretenue correctement.
Cordialement
Faim dans le monde. Ne laissez de contributeur "sur leur faim", informez nous
Bonjour,
Je ne sais pas d'où sortent les informations 0,3mm et 19 ans, je ne les ai pas vues passer dans ce sujet. De toute façon, l'âge d'une machine n'a que peu d'importance. Ce qui compte, c'est le nombre d'heures et le nombre de cycles qui seuls sont représentatifs de l'usure et permettent de distinguer une machine ancienne ayant peu servi d'une machine récente utilisée à des cadences infernales.
Comme je l'ai dit précedemment, je ne connais pas spécialement la machine en question, mais selon les informations que donne Amco, elle souffre clairement d'usure de pièces pouvant(devant) être changées. A partir du moment où l'on a connaissance de l'usure de certains éléments et qu'on en déduit le mauvais fonctionnement d'un ensemble, la première chose à faire est de s'occuper de ces pièces usées avant d'aller chercher plus loin. C'est de la maintenance de base, et si elle est faite à temps, on évite de voir les problèmes se propager.
Par ailleurs, Amco me semble avoir tous les éléments en main: 12 ans d'expérience sur ce type de machine et la connaissance de la procédure pour d'autres modèles de la marque. A partir de là, la réponse est dans la question: le diagnostic est déjà posé (usure des douilles de guidage) et la solution est leur remplacement.
Il y a d'autres choses qui peuvent expliquer un problème de fermeture, j'en ai cité quelques exemples et pourrai en ajouter d'autres comme un manque de graissage des colonnes de guidage du moule, ou un problème de retrait d'éjection par exemple. Je ne ferai pas l'affront à Amco de parler d'un bout de pièce coincé dans l'empreinte mais ça se voit aussi... Et tant que j'y suis une mauvaise prise de consigne de la position "moule fermé" mais je pense bien qu'un opérateur expérimenté regarderait cela en premier.
Pour le fait que l'ouverture du moule ne se produise que d'un côté, il suffit que la pièce ait une forme fortement asymétrique qui présente une surface plus importante d'un côté que de l'autre, avec pour résultat une poussée déviée.
Pour le rapport genouillère/parallélisme, il s'agit d'une conséquence du frottement des bagues sur les colonnes qui a tendance à les ovaliser légèrement sous le poids de l'ensemble modile (plateau+moule), et à proximité du point de fermeture, quand les efforts s'appliquent au maximum, la moindre ovalisation crée une modification des points d'appui entre bagues et colonnes qui ne fait dont qu'augmenter l'usure. J'ai effectivement déjà vu un moule se fermet d'abord d'un côté avant que la fermeture ratrappe le jeu. Si en plus de ça on a un manque de graissage, sur la machine ou sur le moule, l'usure n'en est que plus rapide. Pour mon expérience, vu ça sur une presse Arburg 25 tonnes qui tournait souvent la nuit sans aucune surveillance et donc sans graissage, ce pendant plusieurs dizaines de milliers de cycles... malgré un couinement caractéristique des bagues "sèches" !
On est malheureusement dans un cas où l'on ne dispose pas d'assez d'informations sur la machine concernée pour pouvoir aider efficacement. Le dépannage n'est déjà pas facile sur place, alors à distance...
Cordialement,
Nicolas.
Bonjour, Je suis étudiante et pour mon projet de fin d'étude, je travaille sur des machines ARBURG (injection plastique). La tâche est d'extraire des données de la machine pour les stocker sur une base de donnée. Pour ce, je vais utiliser une carte Raspberry, ma question est de savoir si les machines ARBURG sont capables de communiquer via leurs port Ethernet? Si oui selon quel protocol (TCP/IP, modbus..)? Mercii.
Bonjour,
Le système de base des machines Arburg à commande Multronica et Selogica utilise une sauvegarde sur disquette (les Hydronica dialogic aussi mais pas celles à roues codeuses). La version la plus récente de la Selogica utilise des cartes Compactflash. A l'époque où j'utilisais ce genre de machines, les disquettes nous suffisaient largement et je n'ai jamais regardé du côté des protocoles de communication.
Il va falloir consulter la documentation de vos machines pour savoir comment elles sont équipées et quelles données elles transmettent.
Arburg propose un système d'ordinateur pilote (ALS) relié par Ethernet, je crois que c'est ce que vous cherchez à faire. Plus simple, leur système Copylog ne traite que des paramètres de réglage. Consultez les docs correspondantes, vous verrez qu'ils ne vous ont pas attendu. Par contre, ils ne semblent pas trop communiquer sur les protocoles utilisés dans les brochures commerciales. Peut-être que la doc technique en dit plus mais j'imagine que la discrétion à ce niveau est justement pour compliquer la tâche de ceux qui cherchent à développer un système faisant concurrence au leur...
Cordialement,
Nicolas.
Bonjour
Assez d'accord avec Touche-à-tout.
Il existe des entreprises spécialisées dans la construction de vis et fourreaux. Ils sont capables de refaire des ensembles si on leur donne des plans. En principe, les plans de ces pièces ne sont pas fournis par les constructeurs.
D'autres entreprises peuvent reprendre l'alésage du fourreau et d'autres peuvent recharger l'usure de la vis.
Concernant l'ouverture du moule, à mon avis, c'est plus un problème d'effort de fermeture par rapport à la pression d'injection. Voir réponse de Touche-à-tout.
Bonjour Touche-à-tout !
Je me tourne vers toi parce que j'ai un sérieux problème avec l'une de mes presses à injection. Il s'agit entre autre de la HAITIAN HTF360X, ou nous avons eu au départ une cassure de l'une des quatre colonnes de guidage. Après reconstitution de cette colonne, nous avons effectué le remontage et procéder essais de celle-ci, mais malheureusement, nous avons été confrontés à problème d'ouverture du moule (environ 3-5mm) pendant la phase d'injection et à un défaut de alignement de moule sur la machine (parallélisme). Nous avons forcé le centrage du moule et avons pu produire, mais pas pour longtemps et meme colonne s'est encore cassée. Elle a encore été réparée et actuellement nous avons besoin d'un partage d'expérience afin de nous aider à faire un bon montage et bon réglage mécanique des genouillères et du parallélisme.
Face donc à tout ceci, je vous exhorte, à bien vouloir nous venir en aide à travers un échange et un partage d'idées afin que nous puissions faire un bon montage pour cette colonne travaille un peu plus longtemps que précédemment en attendant la livraison des colonnes et bagues commandées.
Je vous remercie pour votre attention,
Kissinger
Tél/WhatsApp: +237655733010.
Bonjour,
Je ne suis certainement pas le plus calé pour répondre à ce genre de demande, d'autant plus que je ne connais pas cette machine, ni même la marque. J'ai regardé une photo et une vidéo, c'est bien peu...
D'après le peu d'infos fournies (encore), je ne peux que formuler des remarques quasi identiques aux précédentes:
- Casser une colonne de guidage est quelque chose de choquant !!! Ce sont des barres pleines de diamètre respectable, largement capables de supporter les efforts normaux en utilisation normale, conditions normales (bon état). Avec 4 colonnes, on se dit que les efforts sont répartis, et que c'est précisément ce besoin de répartir les contraintes qui explique ce nombre. La casse ne s'explique que par un dépassement de la force exercée sur ces colonnes.
- Une telle casse a dû être précédée de quelques signes précurseurs qui ont peut-être été négligés.
- La configuration particulière de cette machine, avec deux genouillères, implique qu'une défaillance de l'une d'elles peut engendre une dissymétrie des efforts. En clair, le plateau est plus poussé d'un côté que de l'autre. Pour cela, il suffit de bagues usées, de fuite sur un vérin, pour qu'un côté soit plus faible.
- Avant même de penser à remplacer la colonne, il aurait fallu identifier toutes les causes possibles de cette rupture et y remédier, sans quoi une nouvelle rupture était inévitable. Soit dit en passant, les colonnes ne sont pas taillées dans n'importe quel ferraille, si vous avez réparé avec des moyens locaux, la résistance était probablement bien moindre que nécessaire (ce qui n'était déjà plus suffisant). Si vous avez commandé des pièces d'origine, ce sera effectivement mieux, mais cela ne traitera que le résultat, pas la cause.
- Vous ne dites pas si ce problème vous arrive sur une nouvelle production ou si vous avez déjà produit sans problème. Une ouverture de moule peut avoir différentes origines, elles sont citées dans un message précédent et j'ose penser que le sujet est déjà maîtrisé quand on utilise des machines de cette taille.
- Vous parlez d'un défaut d'alignement du moule en termes de parallélisme, puis de forçage du centrage. Ce sont deux notions totalement différentes. J'en déduis que ce n'est pas un problème de force/surface ou point zéro, mais de montage du moule sur la presse. Celle-ci ne peut pas et ne doit pas compenser des défauts de géométrie du moule car cela engendre effectivement des contraintes dans le guidage et même le bâti de la machine.
- Je ne peux justement que vous recommander de vérifier que le bâti machine n'a pas souffert, à commencer par les autres colonnes, leurs points d'attache et le bâti sur tout le trajet des forces entre les deux plateaux (en gros comme le C d'un serre-joint). De là, vérifiez que vos plateaux sont toujours alignés et que rien ne se déforme à la fermeture d'un moule.
- Je ne saurai malheureusement vous conseiller sur le montage de la colonne, ni sur le réglage de quoi que ce soit sur cette machine que je ne connais pas. Le bon sens nous dit que les pièces neuves que vous recevrez doivent se monter sans effort excessif, qu'elles doivent s'emboîter à fond et que la géométrie de la machine devraient en être rétablie à ses valeurs initiales (à vérifier). Mais encore une fois, la (les) colonne(s) et les bagues ne sont que le guidage et il faut aussi vérifier les genouillères. Je ne serais pas étonné qu'il y ait du jeu aussi par là. Vérifiez donc ça avant de risquer vos pièces neuves.
- L'objectif n'est pas que la machine travaille "un peu plus longtemps que précédemment" mais qu'elle travaille très longtemps !!! Vous avez un problème d'usure mécanique, ne laissez rien passer ou vous continuerez la casse. Ces machines sont trop précieuses pour rester en panne à cause d'une simple usure et il n'y a pas de miracles à espérer, il faut investir dans le remplacement des pièces d'usure que sont les bagues, joints et autres.
Voilà, vous avez compris que je ne peux pas vous dire qu'il faut faire exactement ceci ou cela, il faut suivre la logique de dépannage et remonter du résultat vers la cause pour traiter les deux efficacement.
En vous souhaitant d'aboutir dans vos travaux,
cordialement,
Nicolas.
Bonsoir Touche-à-tout !
Je me tourne vers toi parce que j'ai un sérieux problème avec l'une de mes presses à injection. Il s'agit entre autre de la HAITIAN HTF360X, ou nous avons eu au départ une cassure de l'une des quatre colonnes de guidage. Après reconstitution de cette colonne, nous avons effectué le remontage et procéder essais de celle-ci, mais malheureusement, nous avons été confrontés à problème d'ouverture du moule (environ 3-5mm) pendant la phase d'injection et à un défaut de alignement de moule sur la machine (parallélisme). Nous avons forcé le centrage du moule et avons pu produire, mais pas pour longtemps et même colonne s'est encore cassée. Elle a encore été réparée et actuellement nous avons besoin d'un partage d'expérience afin de nous aider à faire un bon montage et bon réglage mécanique des genouillères et du parallélisme.
Face donc à tout ceci, je vous exhorte, à bien vouloir nous venir en aide à travers un échange et un partage d'idées afin que nous puissions faire un bon montage pour cette colonne (elle vient même de se casser) travaille un peu plus longtemps que précédemment en attendant la livraison des colonnes et bagues commandées.
Je vous remercie pour votre attention,
Kissinger
##### pas de coordonnées personnelles.
Dernière modification par gienas ; 10/01/2019 à 15h57. Motif: Coordonnées personnelles hors charte
Bsr ,
Ce serait interessant de mettre quelques photos montrant notamment les fixations de ces colonnes ....
Cordialement
Bonjour monsieur,
je suis monsieur KISSINGER et je me refère à vous suites à des manquements rencontrés lors de ma prise de responsabilité dans notre usine de production; je suis dans le besoin de faire des révisons sur les presses de marque SANDRETTO serie sette 500T, 350T et 190T dont mes prédécesseurs ont disparu avec les documents pouvant m'aider à référencer les pièces de réchange tels que kits de joints des différents vérins et roulements pour la révision des moteurs hydrauliques.
Pour cela, je vous exhorte svp, à bien vouloir m'aider en me les transmettant si vous les avez ou connaissez quelqu'un les ayant. Je vous remercie pour votre aimable attention.
Cordialement,
KAMDEM Kissinger
Electromécanicien CMC Plastique
Bonsoir,
J'aimerai entrer en contact avec des personnes ayant des machines de moulage par injection de marque SANDRETTO SERIE SETTE 500T, 350 & 190T afin que ceux-la m'aident en me fournissant des documents techniques qui pourront me permettre d'avoir des références des kits de rechanges des joints et autres pièces dans le but d'élaborer mon stock de pièces de rechanges et d'anticiper sur certaines pannes.
Cordialement,
KAMDEM Kissinger.
Bonsoir Jean Yves51, voila ce que ça affiche lorsque j'essais de jointe des images.
Peux-tu m'aider en m'expliquant comment m'y prendre pour joindre ces images?
cordialement,
KAMDEM Kissinger.
Bjr ,
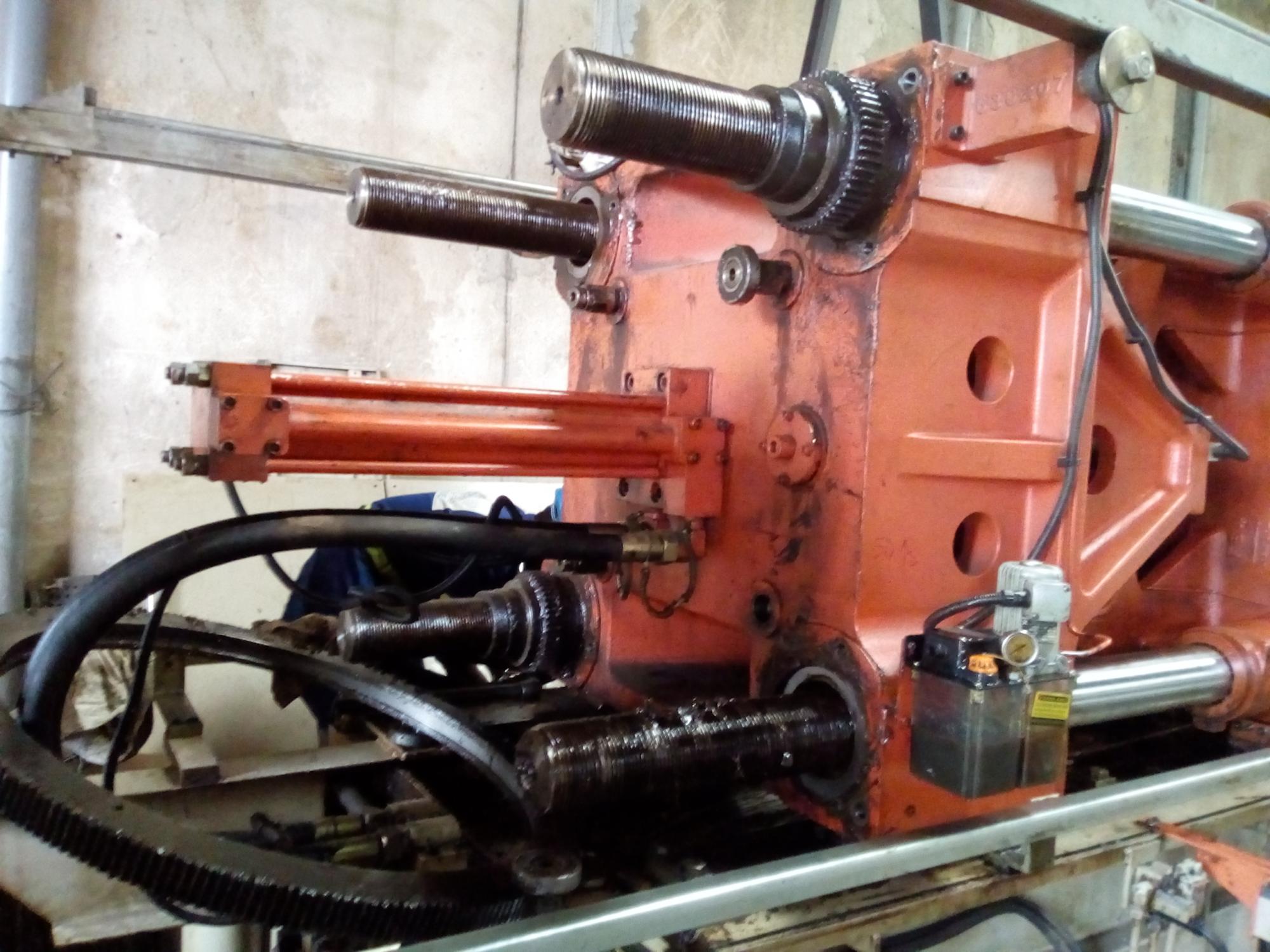
Et une colonne est cassée au niveau du filetage ?? ,
A priori , je dirai qu'il faut bien égaliser les serrages sur les écrous des colonnes ,
sinon chaque fermeture va forcer exagerement sur les colonnes ,
et s'assurer que le plateau coulisse bien sans porte à faux ...
Mais je n'ai pas d'experience dans de si grosse machine .
Cordialement
Bonsoir,
Comme tu peux le constater à travers les images ci-dessus, cette cassure était la toute première. La colonne a été reconstituée, remontée et elles s'est de nouveau cassée après quelques plus de 40 jours de fonctionnement. Nous l'avons encore envoyé en réparation et elle est revenue le 27/12/2018 ou nous avons commencé le montage et faire les premiers d'injection le 07/01/2018, laissé en production sous observation avant d'enregistrer cette nouvelle cassure le 10/012019.
Comme tu as dit,
- Comment s'assurer du bon serrage des différents écrous ?
- Avec quels outils peut-on garantir le bon serrage des écrous ?
- Avec quels outils peut-on vérifier le parallélisme des plateaux ?
- Comment effectuer un réglage sur les genouillères [ deux genouillères (haut et bas) à 5 points chacune dans notre cas] ?
Re ,
Le serrage va jouer sur le parallelisme des plateaux ,
cela peut etre verifié avec un grand pied à coulisse ( location ) ou à défaut au metre à ruban ( sur une si grosse machine ce n'est pas au centième je pense ! )
les genouilleres , s'assurer qu'il 'y a pas trop de jeu dans les articulations et à la fermeture vérififier le parallelisme des plateaux , qu'il n'y a pas de porte à faux .
Dernière modification par JeanYves56 ; 11/01/2019 à 16h22.
Cordialement
Cordialement
{kind=link}
{kind=link}
{kind=link}