

Bonjour,
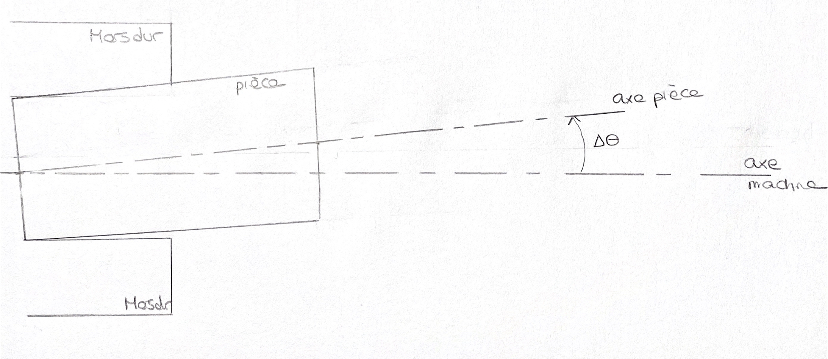
Je cherche à comprendre d'ou vient le problème de coaxialité dû à l'utilisation de mors durs entre deux parties de cylindres (l'une usinée et l'autre non) sur un tour à métaux.
Ce schéma représente-t-il bien la situation ? (le défaut est exagéré) :
Merci d'avance
-----

