

Bonjour,
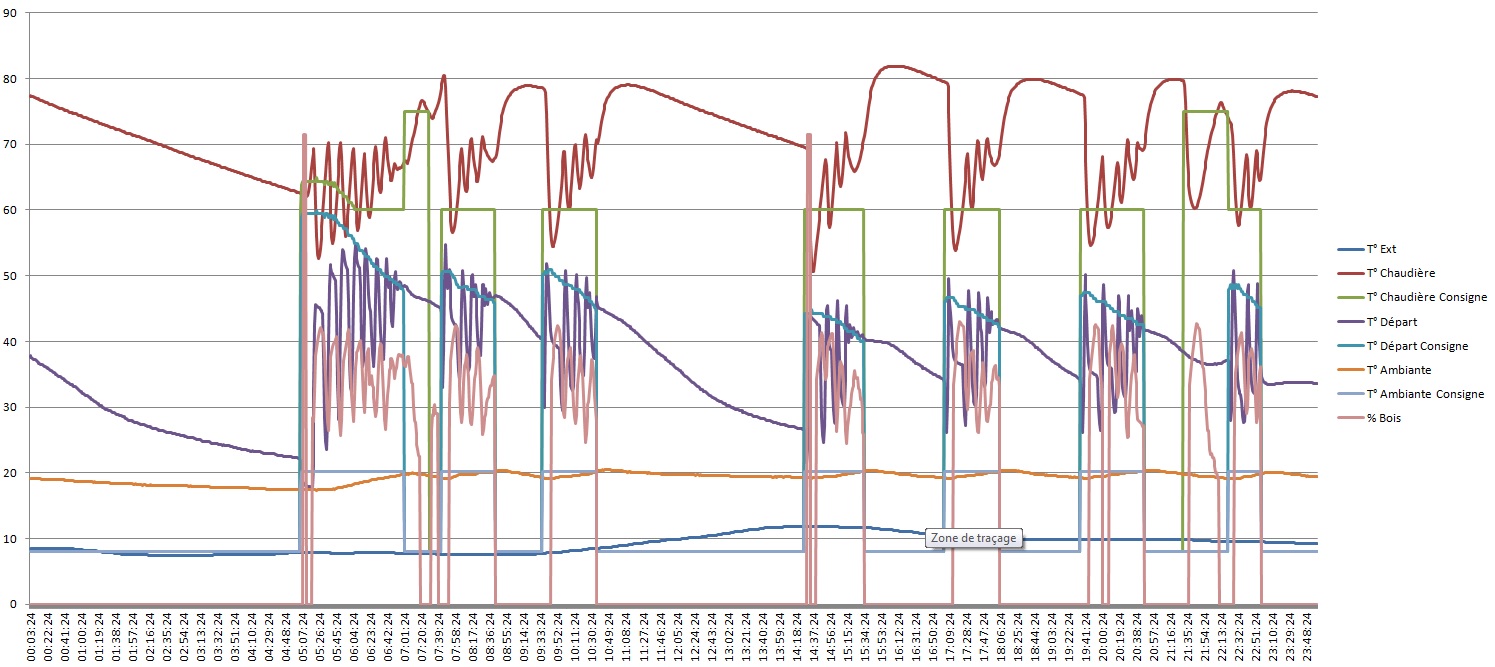
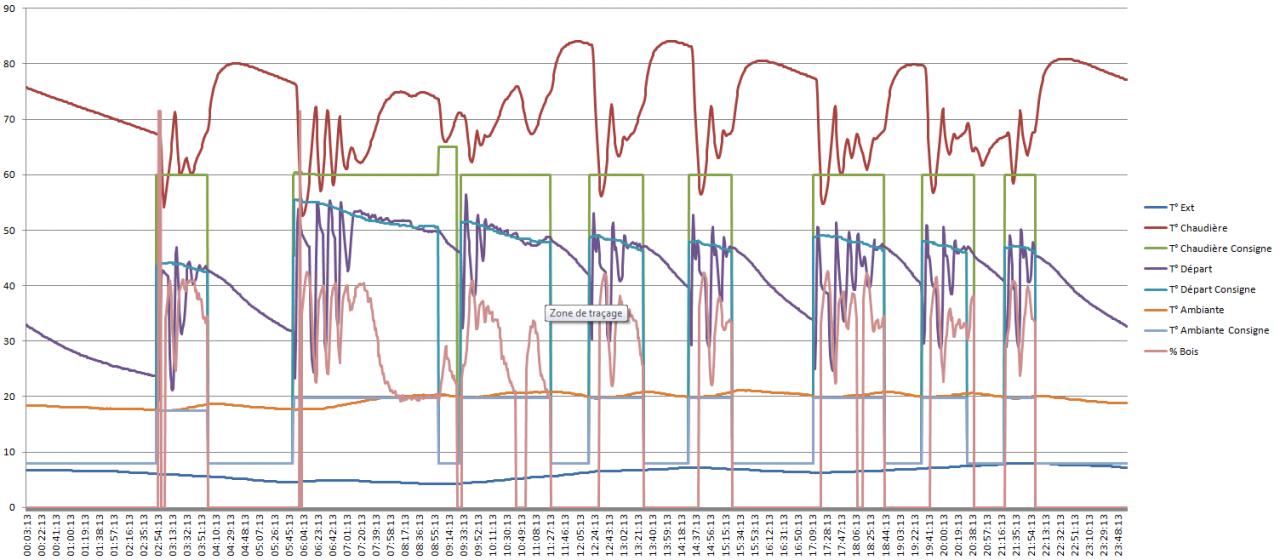
Voilà, relevé effectué, et déception. La modification de mes paramètres V3V n'a finalement pas changé grand-chose. Pour rappe, je suis passé de 2/5/2 à 5/10/5 (qui sont en fait les paramètres d'usine). Je remarque, en première analyse, que je passe plus souvent qu'avant sous la barre des 60°C.
J'ai mis un avant(23Jan)/après(26Jan) pour que l'on puisse voir l'effet de la modification.
23Jan2014.jpg
26Jan2014.jpg
Question subsidiaire: que faudrait-il modifier pour aller le moins souvent possible sous les 60°C, et éviter ainsi les potentiels problèmes de point de rosée?
-----


 . Donc j'obtiens +/- les températures désirées mais en consommant le double (suivant estimation) et la modulation est assez erratique. C'est normal et j'attends de vider le silo (4.6T livrée) pour repartir avec du granulé conforme (autre fabricant certifié Dinplus qui accepte que je contrôle (micro-onde) la marchandise avant le remplissage. Ce sera vraisemblablement fin février et ce sera vraiment intéressant de voir à quel point la qualité des granulés va modifier le fonctionnement de la machina(après quelques nouveaux paramétrages bien sûr)
. Donc j'obtiens +/- les températures désirées mais en consommant le double (suivant estimation) et la modulation est assez erratique. C'est normal et j'attends de vider le silo (4.6T livrée) pour repartir avec du granulé conforme (autre fabricant certifié Dinplus qui accepte que je contrôle (micro-onde) la marchandise avant le remplissage. Ce sera vraisemblablement fin février et ce sera vraiment intéressant de voir à quel point la qualité des granulés va modifier le fonctionnement de la machina(après quelques nouveaux paramétrages bien sûr) MAIS encore mieux : je savais qu'en montant ma "T ambiante consigne" la "T Chaudière consigne" se modifiait ( à 20°c TA, KT Soll = 70°c, à partir de 24 °C TA, KT Soll = 75°c). Et là, la courbe KT Soll renseigne cette modification
MAIS encore mieux : je savais qu'en montant ma "T ambiante consigne" la "T Chaudière consigne" se modifiait ( à 20°c TA, KT Soll = 70°c, à partir de 24 °C TA, KT Soll = 75°c). Et là, la courbe KT Soll renseigne cette modification . Qui peut nous expliquer ce mélange (amalgame ?) de données sur une même série ???
. Qui peut nous expliquer ce mélange (amalgame ?) de données sur une même série ???
 comment qu'on fait ? Shame on me
comment qu'on fait ? Shame on me
 )
)




{kind=link}
{kind=link}